
Этот текст для всех, кто интересуется ремеслом миниатюриста.
Процесс создания миниатюры от начала до готовой фигурки очень трудоёмкий и занимает срок от 2 месяцев до нескольких лет, в нём на разных стадиях принимают участие 6-7 мастеров. Но всё может сделать и один человек, если ему очень нравится заниматься любимым делом.

После прочтения этого материала Вы будете знать, через какие этапы прошли наши фигурки, прежде чем попасть в продажу →

I. Замысел
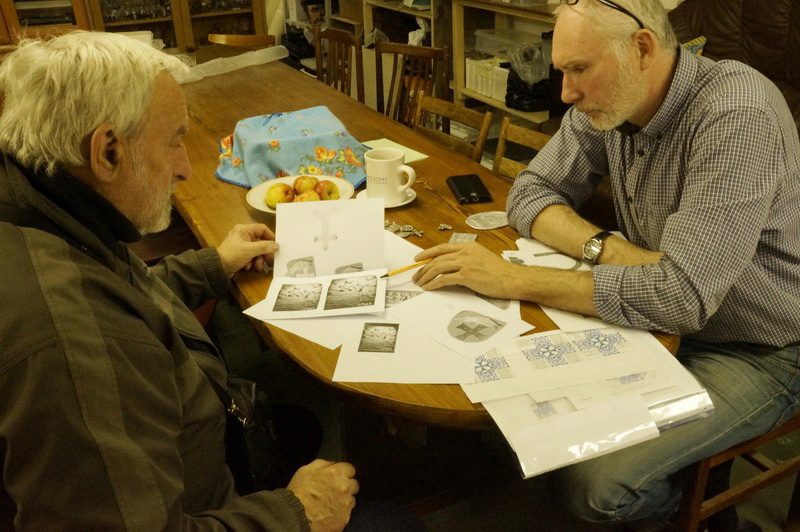
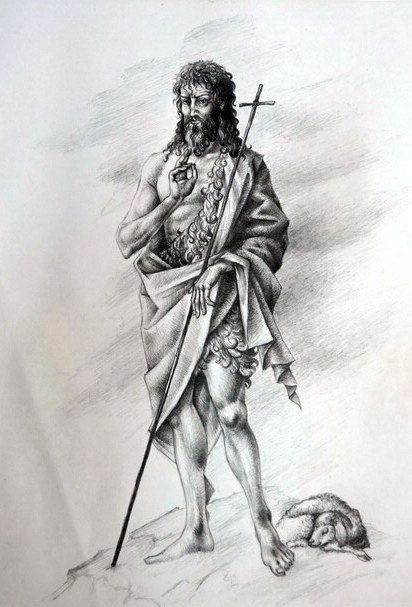
Идеи новой фигуры возникают от общения с наследием раннехристианского и византийского искусства. В основе каждого произведения, вышедшего из стен мастерской «Адама», лежит скрупулёзное изучение иконографии и изобразительной традиции.
Эскизу уделяется много внимания. Выверяется композиция и пропорции будущей фигуры. Это очень важно, ведь в миниатюре нет мелочей, и важен каждый миллиметр.
II. Лепка скульптуры
Мы не пользуемся современными технологиями типа 3D, работаем по старинке, такие «динозавры». Руки человека передают жизнь любому материалу — так мы думаем.
Медная проволока служит хорошим каркасом для будущей модели. В каркасе закладывается вся будущая анатомия скульптуры. Если у вас нет навыка изображения человеческого тела, вы можете использовать расчёты пропорций из учебника по рисованию. Каркас должен быть очень точным, от него во многом будет зависеть конечный результат.
Закрепив каркас в станке (деревянная подставка, в которую вставляют проволоку каркаса), скульптор начинает работать над мастер-моделью. В качестве материала используется полимерная глина. Сначала намечаются общие очертания фигуры, передаётся её пластика, пропорции. Появляется композиция, движение и образ. Только потом скульптор начинает работать над деталями. Для работы скульптор использует инструменты зубного врача, переточенные под работу скульптора. Самое трудное — это слепить лицо размером около 5-6 мм, чтобы на нём была живая эмоция. Такая работа доступна только профессионалам. Если у вас получилось лицо, вы — мастер))
III. Формовка мастер-модели
Почти все фигуры, изготовленные в мастерской «Адама», состоят из нескольких деталей, то есть каждая деталь имеет свою отдельную форму. Большинство форм состоит из двух частей, но иногда приходится делать более сложные формы со вставками. Опытный форматор определяет, на сколько частей должна быть разделена мастер-модель, чтобы в итоге получился достойный результат.
Работа форматора очень ответственна: именно от качества формы зависит качество отливки. Очень внимательно следит мастер за тем, чтобы у формы не было обратных углов, т.к. при литье эти углы могут вырвать кусок фоы.
Мастер-модель обкладывается пластилином таким образом, чтобы наполовину скрыть её. Обязательно нужно сделать из пластилина жёлоб, по которому будет поступать металл. Этот жёлоб называется летник. В пластилине продавливается несколько углублений: в дальнейшем они будут выполнять функцию замков, которые дают возможность половинкам во время эксплуатации не смещаться от своего местоположения.
Вокруг пластилиновой части делается опалубка и заливается жидкий термостойкий герметик (виксинт). Герметик равномерно заполняет форму, проникая во все мелкие углубления. Сверху он армируется бинтом. Сверху виксинтовая форма заливается гипсовыми обкладками.
После того как герметик отвердеет (примерно 12 часов), мастер снимает опалубку и переворачивает заготовку формы. Мастер снимает пластилин и тщательно очищает всю поверхность (особенно места, где пластилин соприкасался с мастер-моделью).
Форма обмазывается специальным раствором-разделителем (обычно на основе парафина), предотвращающим склеивание обеих половинок формы. После этого форма тщательно стыкуется с мастер-моделью, обкладывается опалубкой, и процедура заливки герметиком повторяется.
Когда обе части формы готовы, мастер берёт остро заточенный скальпель и на поверхности формы прорезает выпары для выхода воздуха.
После этого форма готова и может быть передана мастеру-литейщику.
IV. Литьё оловянной миниатюры
На первый взгляд процедура отливки кажется простой, но на самом деле это не так. Литейщику нужно обладать завидной сноровкой, чтобы отливка получилась качественной, со всеми мельчайшими деталями. Мы отливаем фигурки, используя самую простую электрическую плитку и небольшой эмалированный чайник. Такой метод литья является довольно примитивным, поэтому часто миниатюры не доливаются до конца и отправляются в брак. Всё, как в сказке у Г. Х. Андерсена.
Тщательно подогнанные части формы скрепляются эластичной резинкой (струбциной) таким образом, чтобы они оказались плотно сжатыми. Пережимать форму нельзя: она может деформироваться, или треснет гипсовая обкладка.
Температура плавления пьютера (оловянного сплава) — около 230 градусов. Мастеру нужно точно определить, когда оловянный сплав, находящийся в специальном ковшике, под действием температуры начнёт плавиться и достигнет консистенции, необходимой для отливки. Тогда мастер снимает ковшик с огня и разливает металл в приготовленные формы.
Через 3-5 минут, когда отливка застынет, мастер освободит форму от скрепляющей её резинки (струбцины) и аккуратно, чтобы не повредить форму, извлечёт отливку на свет.
После этого отливка попадает на стол обработчика.
V. Обработка оловянного литья
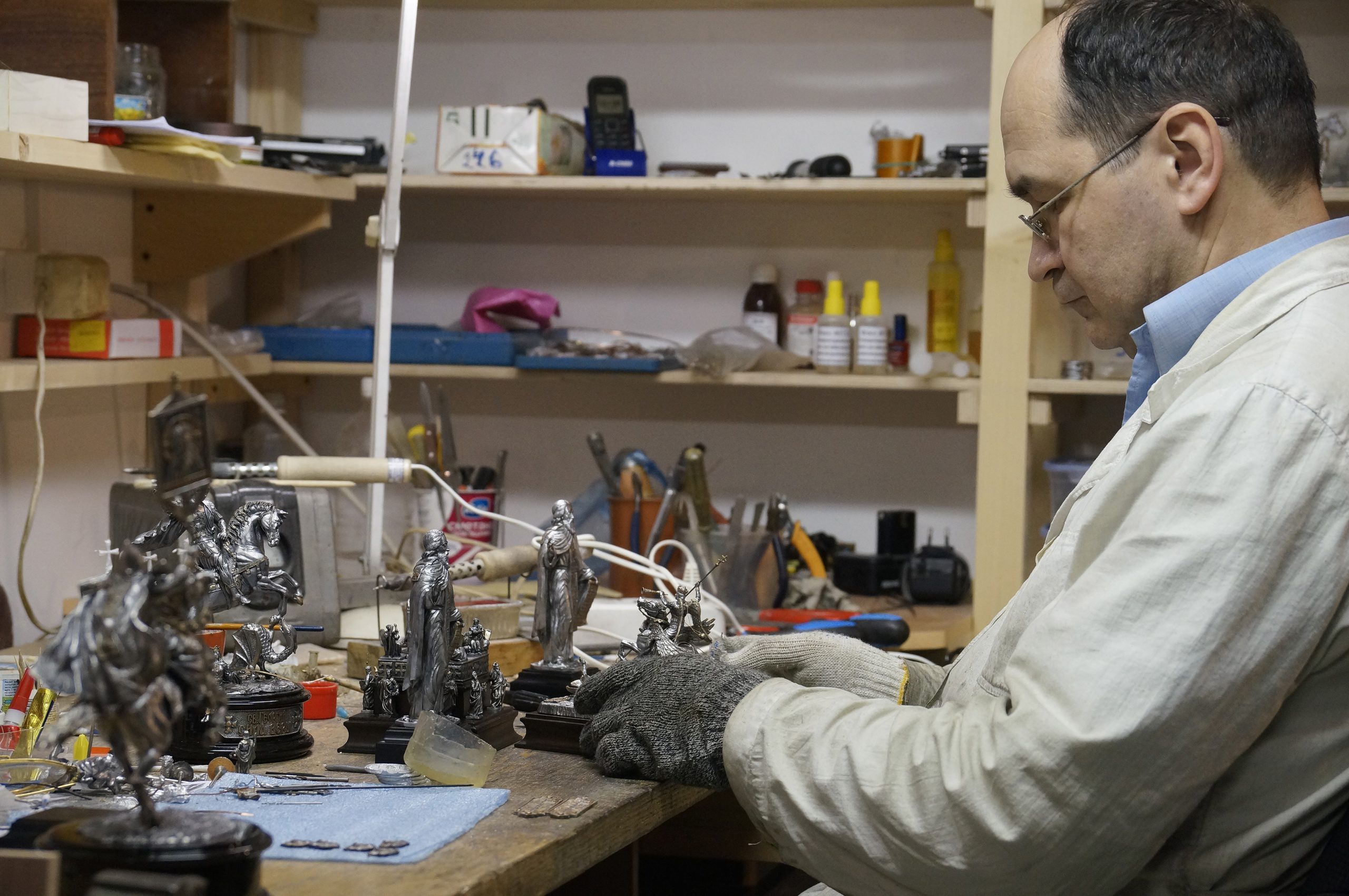
Мастер-обработчик при помощи скальпеля удаляет облой, тщательно подгоняет все детали друг к другу и аккуратно спаивает их между собой. Если при пайке использовалась паяльная кислота, то обязательно необходимо удалить остатки кислоты!
После этого фигурка попадает на стол к художнику.

VI. Роспись фигурки
Роспись миниатюр — работа очень искусная. Она также состоит из нескольких стадий:
Чтобы краска имела прочную связь с металлом, художник обезжиривает отливку медным купоросом и покрывает специальным грунтом по металлу (можно использовать аэрозоль).
Для росписи наших миниатюр используются только качественные темперные либо акриловые краски, предназначенные для художественных работ. Очень тщательно художники подбирают палитру, сверяются с иконографическими образцами, добиваясь максимальной исторической достоверности и живописности образа.
Все миниатюры защищаются от воздействия внешнего фактора специальным лаком.
Изготовление маленьких миниатюр на этом заканчивается. Их остаётся только бережно упаковать, а большие многофигурные композиции проходят ещё один этап — этап сборки.
VII. Сборка, упаковка
Очень бережно мастером-обработчиком собираются все фигурки в единую композицию и крепятся на деревянную подставку.
Для надежной упаковки миниатюра тщательно прокладывается мягким упругим упаковочным материалом так, чтобы в момент транспортировки фигурка оставалась максимально неподвижна.
После этого миниатюра попадает вам в руки.

Земсков Сергей
Основатель и руководитель мастерской

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}